煙臺(tái)專業(yè)PP/PS/ABS片材生產(chǎn)線廠家
發(fā)布時(shí)間:2025-05-24 00:22:48
煙臺(tái)專業(yè)PP/PS/ABS片材生產(chǎn)線廠家
塑料打包帶是以PET,PP,PE等為首要原材料經(jīng)擠壓?jiǎn)芜吚甑玫?的。在其中,PP塑料打包帶是以PP為原材料制造的一種品質(zhì)比較輕的環(huán)境保護(hù)塑料打包帶,用以全全自動(dòng)打包機(jī),半全自動(dòng)打包機(jī),手工制作廢紙打包機(jī)等,合適綁扎數(shù)千克至數(shù)百公斤重的紙箱子或木箱包裝比較輕的物件。而PET塑料打包帶是現(xiàn)在世界上受歡迎的取代帶鋼,不銹鋼絲,超重型PP塑料打包帶的新式塑料包裝原材料,已經(jīng)廣泛運(yùn)用在木業(yè)加工廠,紙制品廠,鋼材,廢鋁,無(wú)縫鋼管,鋁型材,夾層玻璃,裝飾建材,瓷器,家用電器,金屬制造,香煙,化學(xué)纖維,棉帶等領(lǐng)域。

煙臺(tái)專業(yè)PP/PS/ABS片材生產(chǎn)線廠家
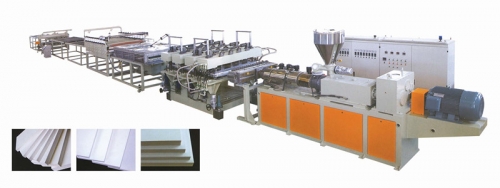
1.機(jī)器設(shè)備選用專長(zhǎng)的不銹鋼板制冷不銹鋼水槽,使制造的設(shè)備更理想化,更符合國(guó)家規(guī)范。2.機(jī)器設(shè)備選用四膠棍牽引帶和轉(zhuǎn)動(dòng)激光切割選用變頻變速,速率勻稱,線性度高。3.自動(dòng)式高精密溫度控制儀,全自動(dòng)溫度控制,實(shí)際操作簡(jiǎn)單,該一次性吸管機(jī)器設(shè)備付出小效果好。4.機(jī)器設(shè)備擠塑機(jī)選用高精密擠出機(jī)螺桿,進(jìn)料勻稱,流動(dòng)速度一致,熔融效果非常的好。

煙臺(tái)專業(yè)PP/PS/ABS片材生產(chǎn)線廠家
混調(diào)料是PVC型材生產(chǎn)制造中的重要一環(huán)。錯(cuò)料全過(guò)程不僅僅是各成分間機(jī)械設(shè)備混和,也是各成分間互相磨擦、撞擊,原材料持續(xù)提溫、逐漸疑膠化的全過(guò)程,因此干錯(cuò)料的品質(zhì)可以直接危害PVC型材的工藝性能和化工特性。海外權(quán)威專家覺(jué)得,好的混合機(jī)能夠填補(bǔ)熔融差的擠塑機(jī),但就算是較好的擠塑機(jī)也不可以填補(bǔ)混合機(jī)的不夠,由此可見(jiàn)混合機(jī)的必要性。在混合機(jī)內(nèi),原材料在短期內(nèi)靠自磨擦由常溫下升到120℃,日積月累,對(duì)混合機(jī)的損壞是挺大的。依據(jù)工作經(jīng)驗(yàn),在原料、秘方、機(jī)器設(shè)備、加工工藝不會(huì)改變的情形下,在一根長(zhǎng)6m的鋁型材上抽樣,鋁型材的制冷沖擊試驗(yàn)結(jié)果卻差別非常大:8個(gè)試件完好無(wú)缺,1個(gè)試件有小裂痕,1個(gè)試件發(fā)生爛洞。歷經(jīng)清查,明確是原材料混和不勻稱,使用量較小的改性劑分散化不太好導(dǎo)致的部分缺點(diǎn)。拆換熱混拌和槳後,此現(xiàn)象得到處理。混合機(jī)損壞的直接主要表現(xiàn)是錯(cuò)料時(shí)噪聲大、吱吱聲,錯(cuò)料時(shí)間增加,由一般的8-10min增加至15min之上。
煙臺(tái)專業(yè)PP/PS/ABS片材生產(chǎn)線廠家
危害PVC型材超低溫沖擊性強(qiáng)度的要素有秘方、鋁型材橫斷面構(gòu)造、模貝、熔融度、檢測(cè)標(biāo)準(zhǔn)等。(1)配方現(xiàn)階段普遍采用CPE做為沖擊性改性材料,在其中有效氯質(zhì)量濃度為36%的CPE對(duì)PVC的改性材料實(shí)際效果好是,使用量一般在8-12品質(zhì)份,晶粒大小和熱膨脹系數(shù)均較低,具備優(yōu)良的延展性及與PVC的相溶性。(2)鋁型材橫斷面構(gòu)造高品質(zhì)的PVC型材具備好的截面構(gòu)造。一般狀況下,小斷面的結(jié)構(gòu)優(yōu)於大斷面的結(jié)構(gòu),橫斷面上內(nèi)筋的地方設(shè)定要適合。提升內(nèi)筋薄厚,以內(nèi)筋與壁相接處選用弧形銜接,都有利于於提升 超低溫沖擊性抗壓強(qiáng)度。(3)模貝模貝對(duì)超低溫沖擊性強(qiáng)度的干擾具體表現(xiàn)在溶體工作壓力和降溫時(shí)的壓力操縱上。一旦秘方明確,溶體工作壓力關(guān)鍵與模口相關(guān)。從模口出來(lái)的鋁型材歷經(jīng)不一樣的散熱方法,會(huì)形成差異的壓力遍布。應(yīng)力的地區(qū)PVC型材的超低溫沖擊性抗壓強(qiáng)度就差。PVC型材遭受激冷的時(shí)候容易造成大的地應(yīng),因而定形模制冷流水道布局十分重要,溫度一般調(diào)節(jié)在14℃-16℃,選用緩冷方法有利於提升 PVC型材的超低溫沖擊性抗壓強(qiáng)度。