浙江優(yōu)質(zhì)PVC木塑結(jié)皮發(fā)泡板生產(chǎn)線供應(yīng)商
發(fā)布時(shí)間:2025-05-02 00:22:52
浙江優(yōu)質(zhì)PVC木塑結(jié)皮發(fā)泡板生產(chǎn)線供應(yīng)商
危害PVC型材超低溫沖擊性強(qiáng)度的要素有秘方、鋁型材橫斷面構(gòu)造、模貝、熔融度、檢測(cè)標(biāo)準(zhǔn)等。(1)配方現(xiàn)階段普遍采用CPE做為沖擊性改性材料,在其中有效氯質(zhì)量濃度為36%的CPE對(duì)PVC的改性材料實(shí)際效果好是,使用量一般在8-12品質(zhì)份,晶粒大小和熱膨脹系數(shù)均較低,具備優(yōu)良的延展性及與PVC的相溶性。(2)鋁型材橫斷面構(gòu)造高品質(zhì)的PVC型材具備好的截面構(gòu)造。一般狀況下,小斷面的結(jié)構(gòu)優(yōu)於大斷面的結(jié)構(gòu),橫斷面上內(nèi)筋的地方設(shè)定要適合。提升內(nèi)筋薄厚,以內(nèi)筋與壁相接處選用弧形銜接,都有利于於提升 超低溫沖擊性抗壓強(qiáng)度。(3)模貝模貝對(duì)超低溫沖擊性強(qiáng)度的干擾具體表現(xiàn)在溶體工作壓力和降溫時(shí)的壓力操縱上。一旦秘方明確,溶體工作壓力關(guān)鍵與模口相關(guān)。從模口出來(lái)的鋁型材歷經(jīng)不一樣的散熱方法,會(huì)形成差異的壓力遍布。應(yīng)力的地區(qū)PVC型材的超低溫沖擊性抗壓強(qiáng)度就差。PVC型材遭受激冷的時(shí)候容易造成大的地應(yīng),因而定形模制冷流水道布局十分重要,溫度一般調(diào)節(jié)在14℃-16℃,選用緩冷方法有利於提升 PVC型材的超低溫沖擊性抗壓強(qiáng)度。

浙江優(yōu)質(zhì)PVC木塑結(jié)皮發(fā)泡板生產(chǎn)線供應(yīng)商
吸管設(shè)備(吸管機(jī))在安全生產(chǎn)中應(yīng)留意以下幾點(diǎn):1,機(jī)器的修理須在切斷電源并待機(jī)器中止作業(yè)時(shí)進(jìn)行以確保安全。并定期展開(kāi)修理查看;包含電源,潤(rùn)滑,磨損等方面的查看;2,機(jī)器作業(yè)時(shí),制止把手指挨近伸入作業(yè)的零部件。吸管機(jī)械確保員工不在操作過(guò)程中離開(kāi)崗位,避免緊急情況發(fā)生;3,機(jī)器作業(yè)時(shí),制止拆開(kāi)防護(hù)罩。吸管機(jī)械可以不喝對(duì)設(shè)備的工作,避免不必要的損害;4,用戶電源應(yīng)配有過(guò)壓保護(hù)裝置,以確保用電安全。
浙江優(yōu)質(zhì)PVC木塑結(jié)皮發(fā)泡板生產(chǎn)線供應(yīng)商
PVC塑料管道機(jī)器設(shè)備生產(chǎn)工藝流程關(guān)鍵流程:1.根據(jù)錯(cuò)料體系將管件所需各種各樣原材料經(jīng)熱混.冷混等流程勻稱混和后,吹進(jìn)干料斗中備用。2.羅茨鼓風(fēng)機(jī)將料吸進(jìn)服務(wù)器下料倉(cāng),根據(jù)多種不一樣的投料方法,如KMD-60擠出機(jī)螺桿選用計(jì)量檢定投料,KMD-114選用作用力投料等送進(jìn)擠塑機(jī)。3.原材料在擠塑機(jī)中根據(jù)螺栓的裁切和外熱的功效,均值熔融后進(jìn)到擠塑機(jī)發(fā)動(dòng)機(jī),原材料在發(fā)動(dòng)機(jī)中被授予一定的行狀,并進(jìn)一步熔融后離去擠塑機(jī)。

浙江優(yōu)質(zhì)PVC木塑結(jié)皮發(fā)泡板生產(chǎn)線供應(yīng)商
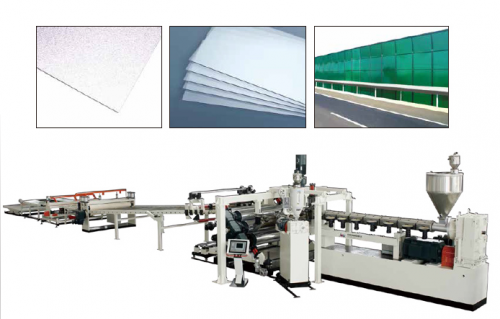
塑膠聚氨酯發(fā)泡成形分成三個(gè)全過(guò)程:汽泡核的產(chǎn)生,汽泡核的擴(kuò)張和泡體的干固。針對(duì)加上有機(jī)化學(xué)發(fā)泡膠的PVC聚氨酯發(fā)泡塑膠板材而言,汽泡核的擴(kuò)張對(duì)聚氨酯發(fā)泡塑膠板材的品質(zhì)起根本性危害。PVC歸屬于網(wǎng)盤直鏈分子結(jié)構(gòu),分子結(jié)構(gòu)鏈較短,溶體抗壓強(qiáng)度低,在汽泡核澎漲成汽泡全過(guò)程中,溶體不能覆蓋住汽泡,汽體易外溢合拼成實(shí)泡,減少聚氨酯發(fā)泡塑膠板材的產(chǎn)品品質(zhì)。