浙江專業(yè)PVC木塑結(jié)皮發(fā)泡板生產(chǎn)線供應(yīng)商
發(fā)布時間:2024-11-24 00:26:36
浙江專業(yè)PVC木塑結(jié)皮發(fā)泡板生產(chǎn)線供應(yīng)商
塑料打包帶薄厚的危害:pp塑料打包帶過?。簳诎b操作過程中跑偏,沒法送帶,。開展送帶是使用送帶電動機拉動送皮帶輪運用磨擦的基本原理將塑料打包帶送入帶道,,可是假如過薄,捆緊輪與塑料打包帶之間的縫隙很大,,便會經(jīng)常出現(xiàn)跑偏,,沒法一切正常送帶。pp塑料打包帶太厚:會在廢紙打包機上卡死,,沒法送帶,。根據(jù)以上的工作原理大家早已知道廢紙打包機送帶的基本概念,那麼顯而易見,,假如太厚得話,,捆緊輪與正中間的縫隙又會過小,那樣就卡頓在捆緊輪正中間,,也會不能送帶,。

浙江專業(yè)PVC木塑結(jié)皮發(fā)泡板生產(chǎn)線供應(yīng)商
吸管設(shè)備在開機前,要進行以下檢查:1,,機械傳動檢查,。2,檢查氣路銜接是否正確,。3,,檢查電路系統(tǒng)是否正常。4,,設(shè)定熱封加熱溫度,,對熱封裝置進行加熱。5,,完結(jié)以上各項檢查和調(diào)試后,,即可先開低速包裝產(chǎn)品,檢查所包裝產(chǎn)品的質(zhì)量是否達要求,,如有缺點再作相應(yīng)調(diào)整,,直至符合產(chǎn)品的質(zhì)量要求,逐步提高出產(chǎn)速度,。
浙江專業(yè)PVC木塑結(jié)皮發(fā)泡板生產(chǎn)線供應(yīng)商
提高效益,,減少耗能,完成超低溫擠壓,,增加設(shè)備的使用壽命,。由于塑料造粒機及塑膠pvc管材生產(chǎn)流水線安裝了高聚物熔體泵,,把塑料造粒機及塑膠pvc管材生產(chǎn)流水線的緩解壓力作用遷移到齒輪油泵上進行,塑料造粒機及塑膠pvc管材生產(chǎn)流水線可在低電壓超低溫狀況下工作中,,漏總流量大大減少,,生產(chǎn)量提升。齒輪油泵比塑料造粒機及塑膠pvc管材生產(chǎn)流水線非常容易合理地創(chuàng)建發(fā)動機工作壓力,,并可減少塑料造粒機及塑膠pvc管材生產(chǎn)流水線的背壓式,,使擠出機螺桿經(jīng)受的軸向力降低,增加使用期限,。

浙江專業(yè)PVC木塑結(jié)皮發(fā)泡板生產(chǎn)線供應(yīng)商
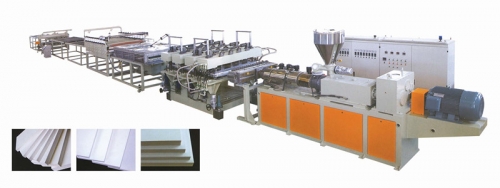
PVC木塑生產(chǎn)線發(fā)泡墻板出現(xiàn)異常怎么辦,?PVC木塑板材生產(chǎn)線所生產(chǎn)的產(chǎn)品是近幾年快速興起的一種PVC制品,產(chǎn)品以環(huán)保,、美觀,、防潮、安裝方便等優(yōu)點迅速贏得客戶喜愛,。在pvc墻板擠出的過程中,,常見的非正常狀態(tài)主要有:墻板不直、墻板凸凹不平,、表面不光滑、密度大,、波浪紋,、韌性不好等,遇到這些問題我們應(yīng)該如何解決呢,?墻板不直首先要檢查定型模與口模是否對正,,一般情況下墻板向上方彎曲可能是因為定型模口與口模沒有對正,,位置偏高;而墻板向下彎曲則是因為定型??诔霈F(xiàn)偏低的狀況。在定型??谂c口模已經(jīng)對正的情況下,,再檢查水冷槽、牽引以及鋸臺是否與定型模型對正,。在這些原因都排除之后,,不直原因還可能有兩種:①pvc墻板制品冷卻度不夠,其次是出水冷槽后的溫度仍然比較高,,在受到外力的情況下而進行扭曲,,具體調(diào)整方法為加大定型模以及水冷槽的冷卻水量或者想辦法降低冷卻的水溫,再不行就直接降低生產(chǎn)的速度;②兩邊出料的速度不一致,,調(diào)整方法:把模具兩邊的溫度調(diào)到一樣后觀察半小時,,如果沒有變化看哪邊出料速度慢就把哪邊的溫度升高幾度,,或者是哪邊出料快就把哪邊的溫度再降低幾度。

浙江專業(yè)PVC木塑結(jié)皮發(fā)泡板生產(chǎn)線供應(yīng)商
1.發(fā)泡塑料的界定發(fā)泡聚苯乙烯也叫塑料泡沫,,是以塑料制品為主要成分,,帶有大量的汽泡,能夠說成以空氣為添充的復合材質(zhì),。2.聚氨酯發(fā)泡塑膠板材的歸類依據(jù)聚氨酯發(fā)泡倍數(shù)不一樣,,能夠分成高聚氨酯發(fā)泡和低聚氨酯發(fā)泡,依據(jù)泡身體素質(zhì)地的硬軟水平,,能夠分成硬質(zhì)的,,半硬質(zhì)的,軟塑塑料泡沫,。依據(jù)泡孔構(gòu)造還可以分成內(nèi)肌塑料泡沫和打孔塑料泡沫,。一般常用的PVC聚氨酯發(fā)泡塑膠板材歸屬于硬質(zhì)的內(nèi)肌低聚氨酯發(fā)泡塑膠板材。3.PVC聚氨酯發(fā)泡塑膠板材的運用PVC聚氨酯發(fā)泡塑膠板材有耐溶劑浸蝕,,耐老化,,阻燃等級等優(yōu)勢,廣泛運用于很多個層面,,包含展現(xiàn)控制面板,,標識,廣告牌子,,擋板,,工程用板,家俱用板才等,。

浙江專業(yè)PVC木塑結(jié)皮發(fā)泡板生產(chǎn)線供應(yīng)商
PVC型材彎折變型是擠壓全過程中常用的難題,,其因素有:模口進料不勻稱,;制冷成型時,,原材料制冷不充足,後收攏量不一致,;機器設(shè)備與其它要素,。擠塑機全程的同軸度和平整度是處理PVC型材彎折形變的必要條件,因而,,每每拆換磨具時都解決擠塑機,、模口,、定形模,、儲水箱等的同軸度和平整度開展校準。在其中,確保??谶M料勻稱是處理PVC型材彎折的重要,,啟動前須用心安裝模口,,各位置空隙要一致,,若啟動時發(fā)覺模口進料不均勻,,應(yīng)根據(jù)型坯彎折形變方位,,相匹配調(diào)節(jié)模口溫度,,如調(diào)節(jié)失效,,則盡可能提升 材料的熔融度。開展輔助調(diào)節(jié)調(diào)整定形模的真空值和制冷系統(tǒng)是處理PVC型材形變的需方式,,應(yīng)增加鋁型材承擔拉申地應(yīng)力一側(cè)的制冷水流量,;選用機械設(shè)備偏位核心的辦法調(diào)節(jié),即一邊生產(chǎn)制造,,一邊調(diào)節(jié)定形模正中間的精準定位地腳螺栓,,根據(jù)鋁型材彎折方位開展反方向少量調(diào)節(jié)(選用該法時應(yīng)謹慎,且調(diào)節(jié)量不適合過大),。重視磨具的維護保養(yǎng)是有效的防范措施,,應(yīng)高度關(guān)注模貝的工作質(zhì)量,依據(jù)具體情況及時對注塑模具開展保護和維護保養(yǎng),。