膠州專注吸管設(shè)備廠家
發(fā)布時間:2023-07-18 00:34:36
膠州專注吸管設(shè)備廠家
留意挑選適宜的打包機,,現(xiàn)在有手動打包機和全自動打包機,,可以提升包裝的產(chǎn)品質(zhì)量和高效率,,但假如塑料打包帶與廢紙打包機不適合,很有可能會危害裝包品質(zhì),。有的偽劣塑料打包帶中,,正中間會夾生石灰粉,能提升凈重,,那樣塑料打包帶也不具備黏性和抗拉力,,這類塑料打包帶非常容易掉下來和扯斷,傷害非常大,,大家一定要留意認真仔細,,總而言之,選購pp塑料打包帶大家要從可靠的視角考慮到,,不必因為貪便宜,,就選購假冒偽劣商品,那樣也許會產(chǎn)生很大的損害,,一定要到專業(yè)的打包帶廠家選購,,保證塑料打包帶的品質(zhì)靠譜,價格實惠,。

膠州專注吸管設(shè)備廠家
危害PVC型材超低溫沖擊性強度的要素有秘方,、鋁型材橫斷面構(gòu)造、模貝,、熔融度,、檢測標準等。(1)配方現(xiàn)階段普遍采用CPE做為沖擊性改性材料,,在其中有效氯質(zhì)量濃度為36%的CPE對PVC的改性材料實際效果好是,,使用量一般在8-12品質(zhì)份,晶粒大小和熱膨脹系數(shù)均較低,,具備優(yōu)良的延展性及與PVC的相溶性,。(2)鋁型材橫斷面構(gòu)造高品質(zhì)的PVC型材具備好的截面構(gòu)造,。一般狀況下,,小斷面的結(jié)構(gòu)優(yōu)於大斷面的結(jié)構(gòu),橫斷面上內(nèi)筋的地方設(shè)定要適合,。提升內(nèi)筋薄厚,,以內(nèi)筋與壁相接處選用弧形銜接,,都有利于於提升 超低溫沖擊性抗壓強度。(3)模貝模貝對超低溫沖擊性強度的干擾具體表現(xiàn)在溶體工作壓力和降溫時的壓力操縱上,。一旦秘方明確,,溶體工作壓力關(guān)鍵與模口相關(guān),。從??诔鰜淼匿X型材歷經(jīng)不一樣的散熱方法,會形成差異的壓力遍布,。應(yīng)力的地區(qū)PVC型材的超低溫沖擊性抗壓強度就差,。PVC型材遭受激冷的時候容易造成大的地應(yīng),因而定形模制冷流水道布局十分重要,,溫度一般調(diào)節(jié)在14℃-16℃,,選用緩冷方法有利於提升 PVC型材的超低溫沖擊性抗壓強度。

膠州專注吸管設(shè)備廠家
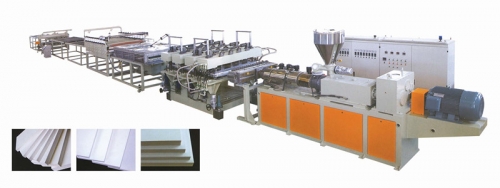
在PVC聚氨酯發(fā)泡塑膠板材擠壓全過程中,,遇到的情況基本上能夠歸到4類,,一是可靠性難題;二是溶體抗壓強度難題,;三是潤化難題,;四是分散化難題。這四類難題尤其是前三類難題會互相牽制,,交叉式危害,,從表象看有時候難以馬上分清晰,說起方觀查剖析,,尋找難題根本原因才可以基本處理,。
膠州專注吸管設(shè)備廠家
硬PVC低聚氨酯發(fā)泡鋁型材成形須 什么設(shè)施和模貝?(1)擠壓機器設(shè)備硬pvc低聚氨酯發(fā)泡鋁型材成形機器設(shè)備與一般鋁型材生產(chǎn)設(shè)備沒有什么差別,。單,、雙單螺桿擠出機都可以用以低聚氨酯發(fā)泡硬PVC窗門pvc異型材的擠壓生產(chǎn)加工,但以應(yīng)用錐型異向雙單螺桿擠出機,。這類擠塑機的優(yōu)勢取決于:上料區(qū)擠出機螺桿與料筒面積大,,熱傳導好、運輸高效率,,不需制粒;裁切發(fā)燙小,,料溫低,溫度范圍小,,環(huán)氧樹脂溫度易控,,可超低溫擠壓。除服務(wù)器外,聚氨酯發(fā)泡擠壓還規(guī)定鍋爐輔機具備充分的制冷定形工作能力和很大的制動工作能力,。

膠州專注吸管設(shè)備廠家
吸管設(shè)備在開機前,,要進行以下檢查:1,機械傳動檢查,。2,,檢查氣路銜接是否正確。3,,檢查電路系統(tǒng)是否正常,。4,設(shè)定熱封加熱溫度,,對熱封裝置進行加熱,。5,完結(jié)以上各項檢查和調(diào)試后,,即可先開低速包裝產(chǎn)品,,檢查所包裝產(chǎn)品的質(zhì)量是否達要求,如有缺點再作相應(yīng)調(diào)整,,直至符合產(chǎn)品的質(zhì)量要求,,逐步提高出產(chǎn)速度。

膠州專注吸管設(shè)備廠家
PVC木塑生產(chǎn)線發(fā)泡墻板出現(xiàn)異常怎么辦,?PVC木塑板材生產(chǎn)線所生產(chǎn)的產(chǎn)品是近幾年快速興起的一種PVC制品,,產(chǎn)品以環(huán)保、美觀,、防潮,、安裝方便等優(yōu)點迅速贏得客戶喜愛。在pvc墻板擠出的過程中,,常見的非正常狀態(tài)主要有:墻板不直,、墻板凸凹不平、表面不光滑,、密度大,、波浪紋、韌性不好等,,遇到這些問題我們應(yīng)該如何解決呢,?墻板不直首先要檢查定型模與口模是否對正,一般情況下墻板向上方彎曲可能是因為定型??谂c口模沒有對正,,位置偏高;而墻板向下彎曲則是因為定型模口出現(xiàn)偏低的狀況,。在定型??谂c口模已經(jīng)對正的情況下,再檢查水冷槽、牽引以及鋸臺是否與定型模型對正,。在這些原因都排除之后,不直原因還可能有兩種:①pvc墻板制品冷卻度不夠,,其次是出水冷槽后的溫度仍然比較高,,在受到外力的情況下而進行扭曲,具體調(diào)整方法為加大定型模以及水冷槽的冷卻水量或者想辦法降低冷卻的水溫,,再不行就直接降低生產(chǎn)的速度;②兩邊出料的速度不一致,,調(diào)整方法:把模具兩邊的溫度調(diào)到一樣后觀察半小時,如果沒有變化看哪邊出料速度慢就把哪邊的溫度升高幾度,,或者是哪邊出料快就把哪邊的溫度再降低幾度,。