煙臺(tái)專業(yè)PVC木塑結(jié)皮發(fā)泡板生產(chǎn)線供應(yīng)商
發(fā)布時(shí)間:2023-02-16 00:37:21
煙臺(tái)專業(yè)PVC木塑結(jié)皮發(fā)泡板生產(chǎn)線供應(yīng)商
一、表層掉色變黃,1.秘方可靠性不足,增稠劑和潤滑液搭配不可當(dāng),或是小型料品質(zhì)不過關(guān);2.錯(cuò)料溫度過高或料筒、發(fā)動(dòng)機(jī)溫度過高二、鋁型材漲縮或彎折,1.制冷不勻稱,或是擠壓速率過快;2.定形模、放線機(jī)、發(fā)動(dòng)機(jī)沒有一條垂直線上三、表層有刮傷,定形模或是模口有臟東西四、表層不光滑,光滑度差,有云狀狀況。熔融欠佳,溫度低或擠壓太快或是ACR量少或品質(zhì)差

煙臺(tái)專業(yè)PVC木塑結(jié)皮發(fā)泡板生產(chǎn)線供應(yīng)商
危害PVC型材超低溫沖擊性強(qiáng)度的要素有秘方、鋁型材橫斷面構(gòu)造、模貝、熔融度、檢測(cè)標(biāo)準(zhǔn)等。(1)配方現(xiàn)階段普遍采用CPE做為沖擊性改性材料,在其中有效氯質(zhì)量濃度為36%的CPE對(duì)PVC的改性材料實(shí)際效果好是,使用量一般在8-12品質(zhì)份,晶粒大小和熱膨脹系數(shù)均較低,具備優(yōu)良的延展性及與PVC的相溶性。(2)鋁型材橫斷面構(gòu)造高品質(zhì)的PVC型材具備好的截面構(gòu)造。一般狀況下,小斷面的結(jié)構(gòu)優(yōu)於大斷面的結(jié)構(gòu),橫斷面上內(nèi)筋的地方設(shè)定要適合。提升內(nèi)筋薄厚,以內(nèi)筋與壁相接處選用弧形銜接,都有利于於提升 超低溫沖擊性抗壓強(qiáng)度。(3)模貝模貝對(duì)超低溫沖擊性強(qiáng)度的干擾具體表現(xiàn)在溶體工作壓力和降溫時(shí)的壓力操縱上。一旦秘方明確,溶體工作壓力關(guān)鍵與模口相關(guān)。從模口出來的鋁型材歷經(jīng)不一樣的散熱方法,會(huì)形成差異的壓力遍布。應(yīng)力的地區(qū)PVC型材的超低溫沖擊性抗壓強(qiáng)度就差。PVC型材遭受激冷的時(shí)候容易造成大的地應(yīng),因而定形模制冷流水道布局十分重要,溫度一般調(diào)節(jié)在14℃-16℃,選用緩冷方法有利於提升 PVC型材的超低溫沖擊性抗壓強(qiáng)度。

煙臺(tái)專業(yè)PVC木塑結(jié)皮發(fā)泡板生產(chǎn)線供應(yīng)商
塑料打包帶薄厚的危害:pp塑料打包帶過薄:會(huì)在包裝操作過程中跑偏,沒法送帶。開展送帶是使用送帶電動(dòng)機(jī)拉動(dòng)送皮帶輪運(yùn)用磨擦的基本原理將塑料打包帶送入帶道,可是假如過薄,捆緊輪與塑料打包帶之間的縫隙很大,便會(huì)經(jīng)常出現(xiàn)跑偏,沒法一切正常送帶。pp塑料打包帶太厚:會(huì)在廢紙打包機(jī)上卡死,沒法送帶。根據(jù)以上的工作原理大家早已知道廢紙打包機(jī)送帶的基本概念,那麼顯而易見,假如太厚得話,捆緊輪與正中間的縫隙又會(huì)過小,那樣就卡頓在捆緊輪正中間,也會(huì)不能送帶。
煙臺(tái)專業(yè)PVC木塑結(jié)皮發(fā)泡板生產(chǎn)線供應(yīng)商
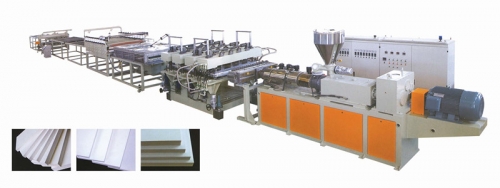
在PVC聚氨酯發(fā)泡塑膠板材擠壓全過程中,遇到的情況基本上能夠歸到4類,一是可靠性難題;二是溶體抗壓強(qiáng)度難題;三是潤化難題;四是分散化難題。這四類難題尤其是前三類難題會(huì)互相牽制,交叉式危害,從表象看有時(shí)候難以馬上分清晰,說起方觀查剖析,尋找難題根本原因才可以基本處理。

煙臺(tái)專業(yè)PVC木塑結(jié)皮發(fā)泡板生產(chǎn)線供應(yīng)商
吸管設(shè)備(吸管機(jī))在安全生產(chǎn)中應(yīng)留意以下幾點(diǎn):1,機(jī)器的修理須在切斷電源并待機(jī)器中止作業(yè)時(shí)進(jìn)行以確保安全。并定期展開修理查看;包含電源,潤滑,磨損等方面的查看;2,機(jī)器作業(yè)時(shí),制止把手指挨近伸入作業(yè)的零部件。吸管機(jī)械確保員工不在操作過程中離開崗位,避免緊急情況發(fā)生;3,機(jī)器作業(yè)時(shí),制止拆開防護(hù)罩。吸管機(jī)械可以不喝對(duì)設(shè)備的工作,避免不必要的損害;4,用戶電源應(yīng)配有過壓保護(hù)裝置,以確保用電安全。